
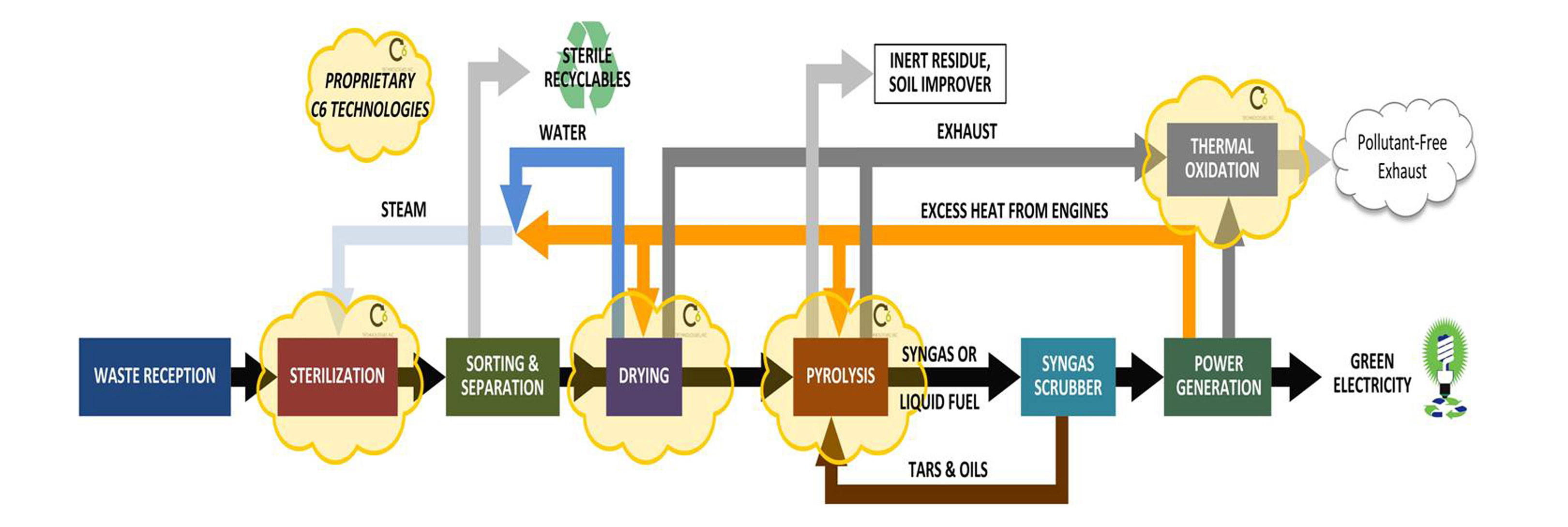
C6 ADVANCED RECYCLING & ENERGY CONVERSION (AREC) SYSTEM
ABOUT C6
C6 Technologies, Inc. (C6) is a W2E technology licensor. For 6 years C6 has been at the forefront of Research & Development into energy conversion involving pyrolysis and autoclaving equipment specifically designed for black bag and general waste. C6 Technology, Inc. is the owner of our proprietary technology and is a wholly owned subsidiary of Green Waste Energy.
C6 secures their return on the development through a licensing arrangement with the end user. The fees per item of equipment are modest and the annual license fee can be negotiated as a percentage of total revenu; or a percentage of electricity; or liquid fuel income; or the gate fee as appropriate. In this manner the plant operator is not burdened with cost without return.
Agreements already signed
Green Waste Energy Development, Inc. (GWED) is currently developing projects in the U.S. and elsewhere and exclusively employs the patent pending C6 Technology for their waste to energy opportunities.
C6 Technologies invites other project developers to utilize the C6 Technology, under the same preferential conditions that GWED currently enjoys. While it is not a prerequisite regarding the use of C6 products, GWED has agreed to co-develop plants with other developers should they consider this option to be preferable.
PYROLYSIS
- Pyrolysis is an advanced form of gasification.
- Feedstock is decomposed at elevated temperatures in an oxygen-starved environment to produce a synthetic gas or “syngas”.
- Dissimilar to burning, which requires oxygen.
- Organic compounds break down into lower molecular weight compounds, changing physical form.
- Capable of treating many different hydrocarbon based and organic wastes.
PYROLYZER
Consists of two stages
- Pre-pyrolyzer pre-heats material to 300° C; inner drum is rotated within a heated outer vessel. Outer vessel temperature and speed of rotation allows precise control of exit temperature.
- Pyrolyzer unit also consists of a totally sealed inner unit surrounded by a heated outer vessel. After initial startup using external fuel, the pyrolyzer is heated using part of the syngas that it generates to a temperature of 950° C.
PROPRIETARY C6 TECHNOLOGIES
The innovative C6 AREC process is built upon 4 key proprietary pieces of equipment that are patented or patent pending.
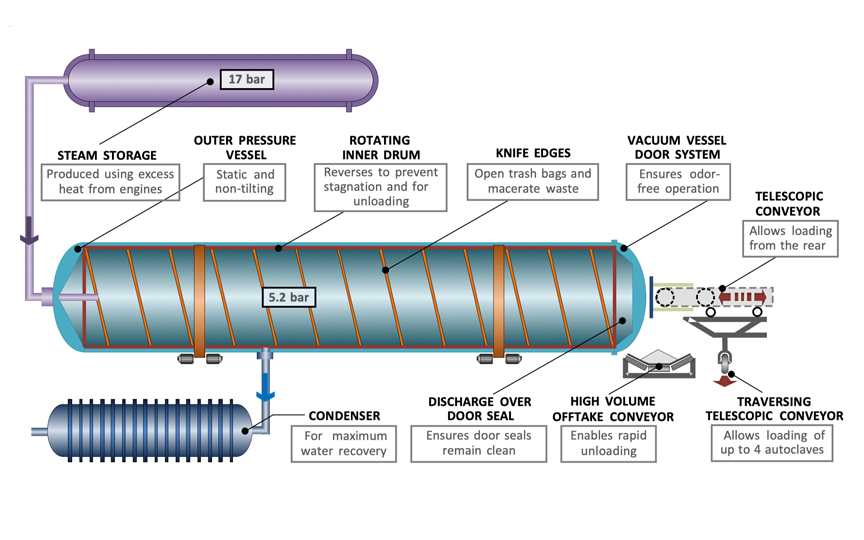
AUTOCLAVE
- Waste is processed in batches of 29 tons.
- Pressurized saturated steam (160°C and 5.2 bar) “pressure-cooks” the waste for up to 50 minutes, giving a very high pathogen and virus kill rate.
- Feedstocks like forestry waste and oily sludges do not require autoclaving.
- Outer pressure vessel is static; inner drum allows reverse / forward rotation for material homogenization, and continuous reverse for material discharge.
- Loading conveyor allows loading to 70% volumetric capacity in 15 minutes; telescoping feature allows loading from rear (eliminates bridging with alternative systems); traversing feature allows loading of up to 4 autoclaves.
- High volume offtake conveyor empties vessel in 10 minutes.
- Door seals are protected by the inner drum extension into the door.
- Internal agitation eliminates need to pre-shred or open trash bags prior to loading.
- Steam stored at 17 bar to ensure availability on demand.
- System designed to recycle and share energy between system components, thereby saving 40% on operational energy costs.
- Sealed unit; no emissions or odors.
- Condensers and vacuum pumps enable relatively dry discharge of cellulose fiber and recyclables.
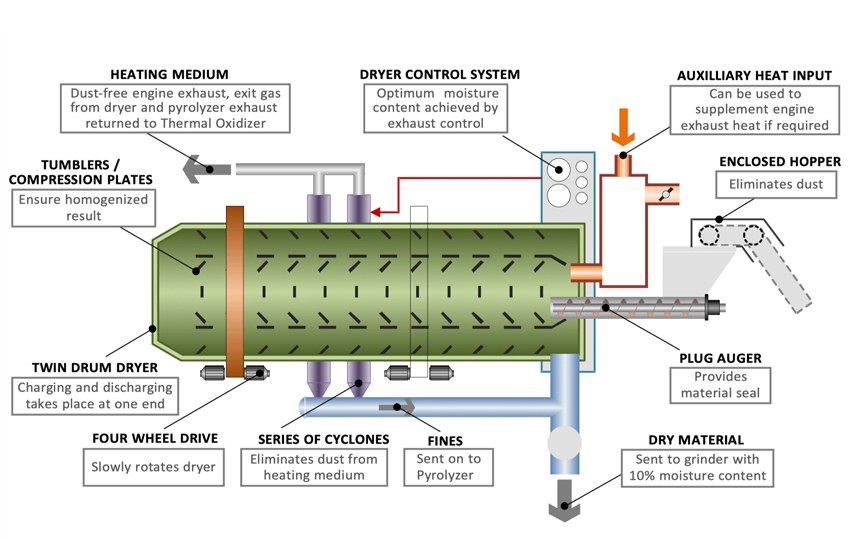
DRYER
- Can process cellulose fiber from the autoclaves, wood waste, manure, organic and food waste or any calorific material that has a water content.
- Efficient twin drum design allows loading and unloading from one end and reduced overall length.
- Sealed hopper and auger for material handling eliminates dust.
- Extremely reliable four wheel drive rotates dryer.
- Internal tumblers and compression plates homogenize any feedstock.
- Accurate moisture content achieved through exhaust control.
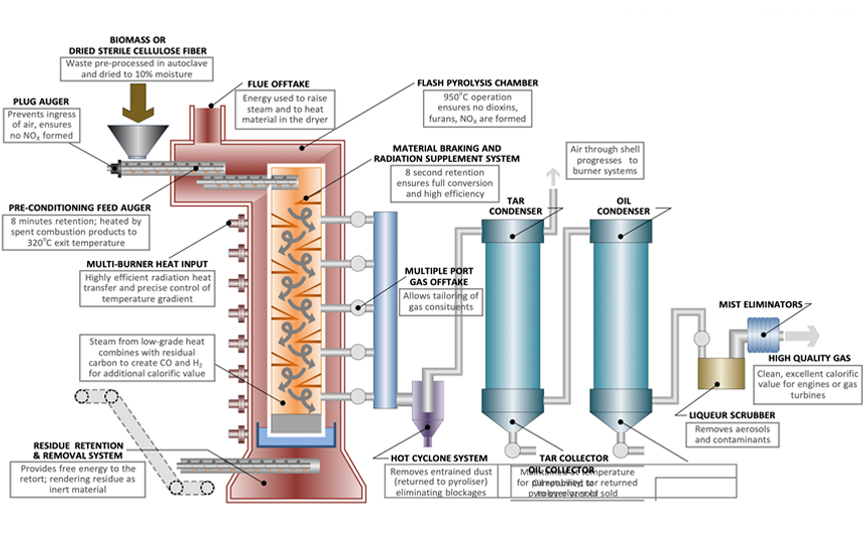
PYROLYZER
- The system produces a eery high calorific value gas – typically 22MJ/m3
- High volume of gas and thus electrical energy typically 1.1 MW per US ton for materials with nominal CV of 16.
- Maximum use of energy with parasitic load of around 10%
- No fines carry over to gas clean-up system.
- No high temperature moving parts.
- No gas leaks.
- No char (all carbonaceous fraction converted). Remainder of low grade heat is employed to preheat the air to the burners.
- Pyrolyzer exhaust provides heat to preconditioning system.
- Ultra low emissions.
- Purifying syngas is simpler and less expensive than cleaning flue gases from incineration. Entire system can be pre-assembled to minimize site construction.
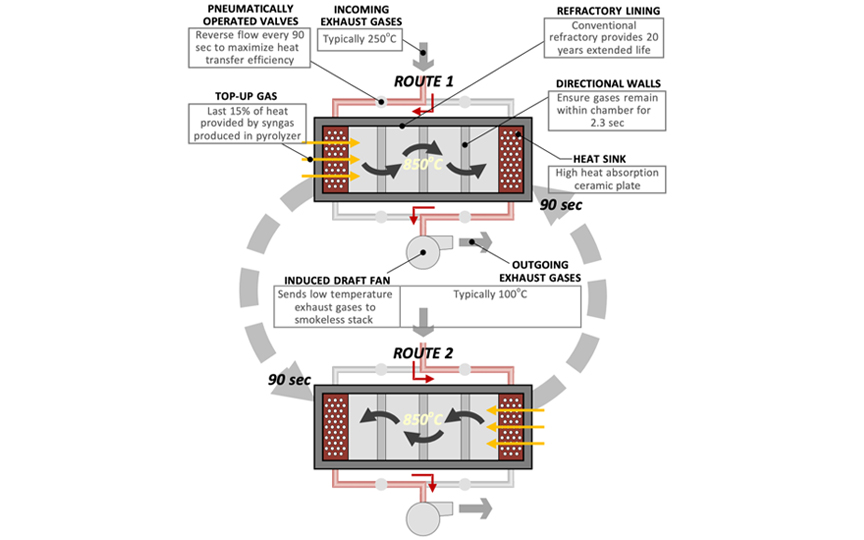
THERMAL OXIDIZER
- Most Environmental Agencies require all air emissions to be heated to 850oC for more than 2 seconds, typically requiring high energy consumption.
- The C6 design reduces energy consumed to almost 15 % of competitive designs. Gases acquire heat from a ceramic bed at one end and deposit it at a bed at the other end prior to discharge to the stack.
- Flow is reversed each 90 sec to allow the previous exit heat sink to heat the incoming gases.
- Last 15% of heat is supplied by syngas produced by the pyrolyzer. The unit removes all volatile organic compounds.
- In the event of high concentrations, NOx can be reduced by 90%. System can be effective from full output to a fraction of output. Easily meets the very strict EU environmental emissions laws, as well as US EPA regulations.
- Neutralizers can be added to treat otherwise difficult compounds.
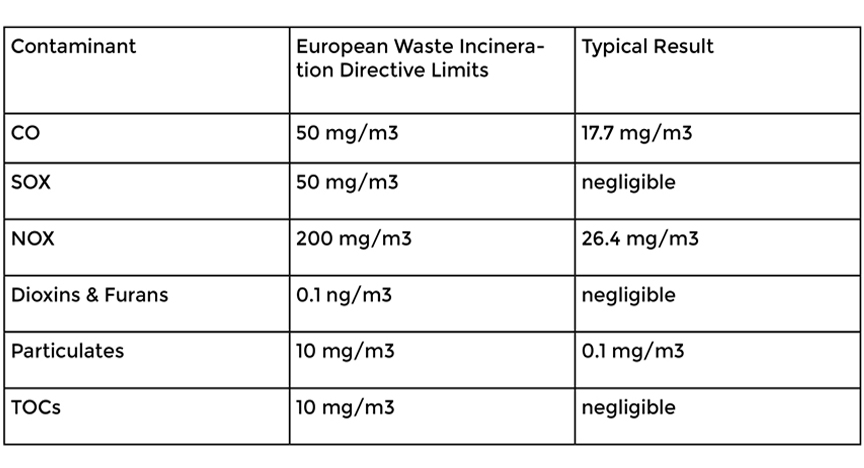
emissions data
Thanks to their efficient pyrolysis technology and extremely effective thermal oxidizer clean up equipment, C6 plants easily meet all environmental agency pollution standards. The results below are typical of a C6 plant operating with one engine.
DESIGN, CONSTRUCTION & OPERATION
Exceptional technology is only part of a plant’s success. As important is the ability to design, manufacture, install and operate the plant efficiently.
The C6 plant solution includes:
- Engineering analysis and design to optimize the plant to handle the specific waste stream and site layout.
- Manufacture of all key equipment.
- Partner with local suppliers for fabrication of high mass equipment.
- Plant construction (construction times vary between 12 months for a 250 tpd plant and 24 months for a plant with multiple lines).
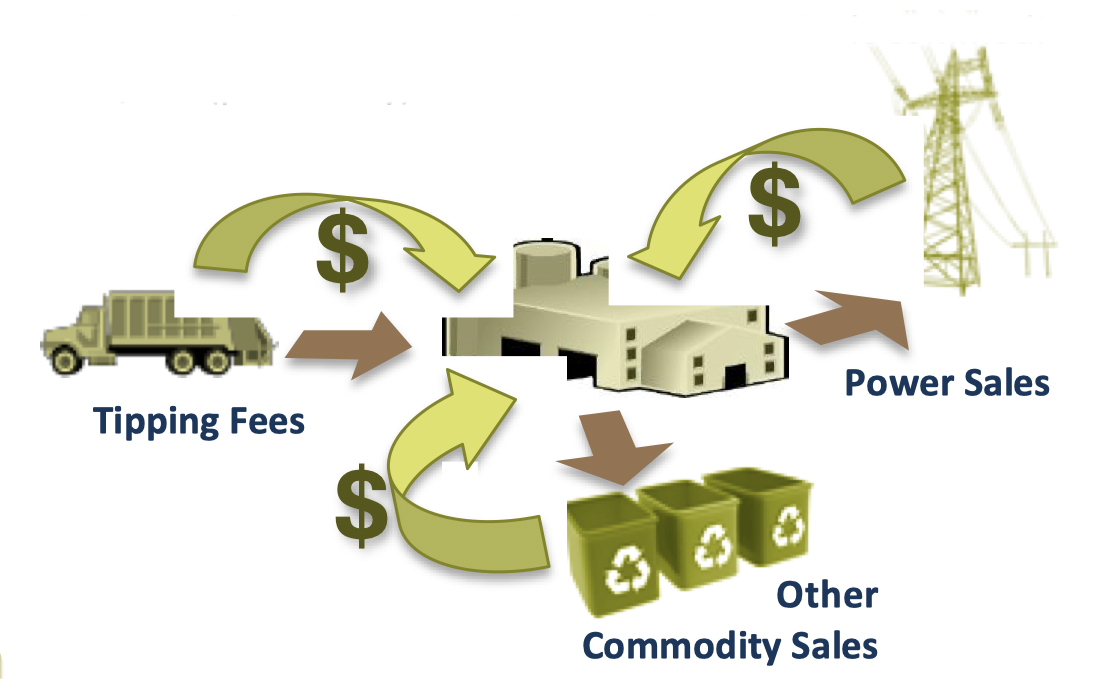
PLANT REVENUE MODEL
Advanced Recycling and Energy Conversion plants benefit from multiple sources of revenue, which makes them less sensitive to price variations in any particular area. AREC plants generate revenues from:
- Tipping fees (in the form of landfill taxes and gate fees) from incoming waste.
- The sale of electricity or fuel, often enhanced with renewable energy incentives.
- The sale of recovered metals and other recyclable commodities, and potentially the pathogen free soil supplement residue from processing organic waste
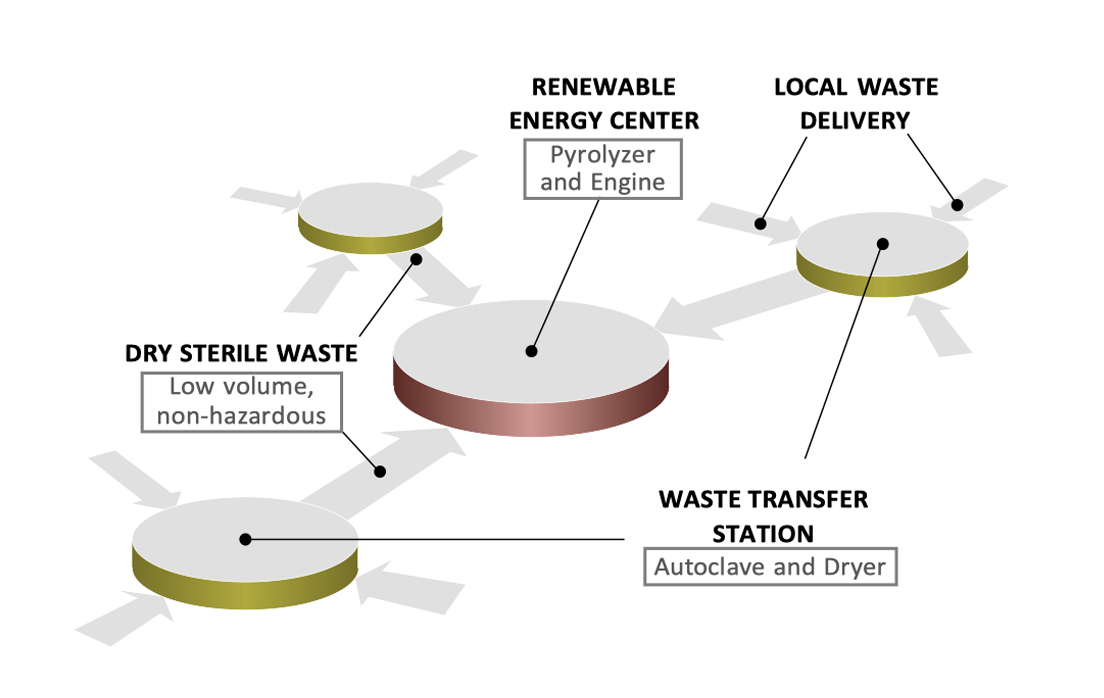
PLANT OPERATING MODEL
C6’s Advanced Recycling and Energy Conversion plants can utilize centralized or decentralized operating models:
Renewable Energy Centers provide end-to-end processing to convert waste into renewable energy all under one roof.
Alternatively, Waste Transfer Stations can aggregate, sterilize and dry the waste using C6’s autoclave and dryer, which reduces its weight and volume by around 65%. Dry sterile cellulose fiber is then transported to Renewable Energy Centers, where it is pyrolyzed and used to produce renewable energy. This approach reduces waste transport costs and minimizes the risk of transporting bio-hazardous waste.
